
你有没有想过,加工中心圆盘刀库换刀操作是怎样的?它就像一场精密的舞蹈,每个动作都精准无比。今天,就让我们一起走进这个奇妙的世界,看看加工中心圆盘刀库换刀操作的全过程。
加工中心圆盘刀库的构造
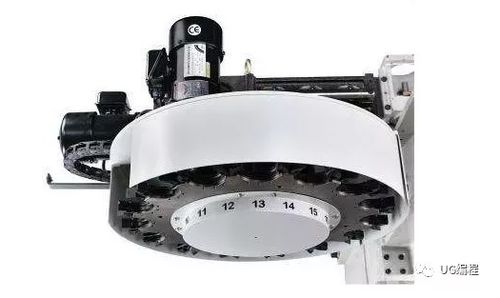
加工中心圆盘刀库,顾名思义,就像一个旋转的圆盘,上面分布着多个刀座,每个刀座都可以存放一把刀具。这种刀库通常采用机械手换刀,机械手就像一个灵活的手臂,可以在刀库和主轴之间传递刀具。
圆盘刀库的结构简单,制造成本低,维护方便。它的运动部件主要使用马氏机构,这是一种非常经典的机械传动机构,能够实现精确的旋转运动。同时,圆盘刀库还配备了气缸,用于实现前后、上下运动,使得机械手能够准确地抓取和放置刀具。
刀具的安装与识别
在开始换刀操作之前,首先需要将刀具安装到刀库的刀座中。这个过程叫做装刀。装刀有两种方式:任选刀座装刀和固定刀座装刀。
任选刀座装刀方式下,刀具可以安装在刀库的任意一个刀座中。但是,你需要记住每个刀具所在的刀座号,以便后续的选刀操作。这种方式的优点是灵活方便,但是缺点是需要记录每个刀具的位置,操作起来比较麻烦。
固定刀座装刀方式下,每个刀具都有固定的刀座,不能随意更换。这种方式的优点是操作简单,但是缺点是不够灵活,如果需要更换刀具,需要先将刀具从原来的刀座中取出,再安装到新的刀座中。
无论是哪种装刀方式,刀具的识别都是非常重要的。圆盘刀库通常采用刀座编码的方式识别刀具。每个刀座都有一个唯一的编码,数控系统通过读取刀座的编码来确定当前刀座上的刀具号。
换刀操作的步骤

换刀操作主要包括选刀和换刀两个步骤。
选刀
选刀是指从刀库中选出指定刀具的操作。选刀有两种方式:顺序选刀和随意选刀。
顺序选刀方式下,刀具按照预先确定的加工顺序依次安装在刀座中。换刀时,刀库按照顺序转位,数控系统根据刀具的安装顺序选择刀具。这种方式的优点是控制简单,但是缺点是灵活性差,不适用于复杂的加工任务。
随意选刀方式下,刀库的每个刀座都进行编码,数控系统根据编码地址选择刀具。这种方式的优点是灵活方便,适用于复杂的加工任务。随意选刀方式又分为固定地址换刀和随机地址换刀两种。
固定地址换刀方式下,刀具的存放位置与刀座号相同且固定。每次换刀后,刀具号与刀座号始终一致。这种方式的优点是操作简单,但是缺点是不够灵活,如果需要更换刀具,需要重新设置刀具的存放位置。
随机地址换刀方式下,刀具的存放位置可以任意改变,数控系统通过刀具表来记忆刀具号与刀座号的关系。每次换刀后,刀具表会更新刀具号与刀座号的关系。这种方式的优点是灵活方便,适用于复杂的加工任务。
换刀
换刀是指将选出的刀具从刀库中取出,安装到主轴上的操作。换刀过程通常由机械手完成。机械手首先从刀库中取出指定的刀具,然后将主轴上的旧刀具送回刀库,最后将新刀具安装到主轴上。
换刀过程可以分为三种情况:
1. 主轴上的刀具和刀库中的待换刀具都是任选刀座。刀库旋转到换刀位,机械手取出刀具安装到主轴上,同时将主轴上的旧刀具送回刀库。
2. 主轴上的刀具放在固定的刀座中,待换刀具是任选刀座或固定刀座。选刀过程与上述相同,换刀时,刀库旋转到接收主轴刀具的位置,机械手将主轴上的旧刀具送回刀库,然后将新刀具安装到主轴上。
3. 主轴上的刀具是任选刀座,待换刀具是固定刀座。选刀过程与上述相同,换刀时,机械手将主轴上的旧刀具送到最近的一个空刀位,然后将新刀具安装到主轴上。
换刀指令的编程
在加工中心编程时,需要使用特定的指令来控制换刀操作。常用的换刀指令有选刀指令和换刀指令。
选刀指令用T地址表示,后面跟着刀具的编号。例如,T01表示选择编号为01的刀具。
换刀指令用M06表示。在用新刀具进行切削加工的程序段之前,必须使用M06指令来执行换刀操作。