
想象你站在数控加工中心的控制台前,眼前是一台精密的机器,它能在毫秒之间完成复杂的加工任务。这台机器的核心之一,便是圆盘刀库,它像一个多面手,能存储多种刀具,随时响应加工需求。但你知道吗?要让这台机器高效运转,背后还有一套复杂的换刀宏程序在默默支撑。今天,就让我们一起揭开圆盘刀库换刀宏程序的神秘面纱,看看它是如何让加工中心变得更加智能和高效。
圆盘刀库:加工中心的“武器库”
圆盘刀库是加工中心的重要组成部分,它像一个旋转的武器库,将各种刀具有序地存储在刀套中。常见的刀库类型有圆盘刀库、斗笠刀库和链式刀库,其中圆盘刀库因其高换刀效率和灵活的刀具配置,成为了现代加工中心的主流选择。
圆盘刀库的换刀过程通常包括两个主要动作:选刀和换刀。选刀是指根据程序指令,将所需的刀具从刀库中移动到换刀位置;换刀则是将主轴上的刀具与刀库中的刀具进行交换。这个过程看似简单,但背后却涉及复杂的机械运动和电气控制。
换刀宏程序:智能控制的“大脑”
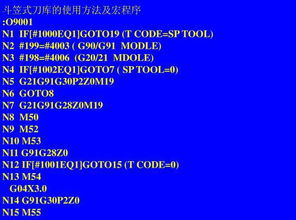
换刀宏程序是圆盘刀库换刀过程中的“大脑”,它通过一系列指令和算法,精确控制刀库的旋转、选刀和换刀动作。宏程序的优势在于其灵活性和可编程性,能够根据不同的加工需求进行调整,从而实现高效的换刀操作。
以三菱PLC为例,其编程软件MELSOFT GX Works3提供了强大的宏程序开发功能。通过梯形图和ST语言,你可以编写出复杂的换刀逻辑,实现圆盘刀库的自动化换刀。例如,一个圆盘刀库周围分布有8个接近开关,对应7个刀具和1个0位换刀位置。当需要某个刀具时,按下对应的按钮,指示灯亮起,刀库旋转到最近路径,将刀具移动到0位,换刀指示灯点亮,执行换刀动作5秒钟。换完刀后,刀库返回原始位置,按钮指示灯熄灭。
宏程序的具体实现
换刀宏程序的具体实现通常涉及以下几个步骤:
1. 搜索目标刀具位置:使用搜索指令,如ACT 专用指令中的1号搜索指令,确定目标刀具在刀库环形坐标系中的位置。例如,对于一个20把刀的环形刀库,通过判断数值是否大于10,就可以确定选刀的方向。
2. 控制刀库旋转:根据目标刀具的位置,控制刀库进行正转或反转,将刀具移动到换刀位置。例如,1、2、3、4号刀换刀时,刀盘做正转运动;5、6、7号刀换刀时,刀盘做反转运动。
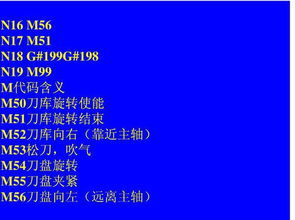
3. 执行换刀动作:当刀具到达换刀位置后,执行一系列机械动作,包括主轴定向、刀套控制、机械手刀臂控制、打刀缸控制等。这些动作通过宏程序中的指令序列精确控制,确保换刀过程安全、高效。
4. 刷新刀具数据:换刀完成后,宏程序会刷新刀具数据,确保系统中的刀具信息与实际刀库状态一致。这一步对于避免换刀错误至关重要。
实际应用中的挑战
在实际应用中,圆盘刀库换刀宏程序的设计和调试可能会遇到一些挑战:
1. 大小刀具管理:不同尺寸的刀具可能需要不同的处理方式。例如,大刀刀号只能放入大刀刀套中,这一功能通常需要通过PMC程序实现。不同厂家的机床PMC设计不同,有的机床甚至不具备大刀功能。
2. 随机换刀与固定点换刀:随机换刀的优点是换刀快,但刀号与实际刀套号不一一对应。固定点换刀则相反,刀套号与刀号一一对应。为了实现固定点换刀,可以通过更换刀套的方式简化PMC程序,使用T代码调用宏程序完成换刀。
3. 安全互锁条件:在换刀过程中,需要设计一系列安全互锁条件,如机械手不在原位时Z轴必须锁住,刀套翻下时刀库不得旋转,主轴刀具未松开机械手不得交换等。这些互锁条件通过宏程序和PMC程序实现,确保换刀过程安全可靠。
提升换刀效率的策略
为了进一步提升圆盘刀库换刀效率,可以采取以下策略:
1. 预选刀具:在程序中提前指定所需刀具,使刀库在加工过程中做好准备,从而缩短换刀时间。例如,在同一程序段指定X、